New equipment for automation! I using NA9379 and I want to connect with Profibus DP The document http://tinhcrevis.blogspot.com/2015/11/blog-post.html Email:nguyenvantinh.dnbt@gmail.com
↧
Remote IO Crevis
↧
Rice Lake 920i to S7-300
Does anybody knows how to communicate the Rice Lake 920i-4B with an S7-300 PLC?
I need to get all the data from that weight scale and put it on my PLC and so in SCADA.
I tried to access it using a serial and connect it with Lantronix to convert it to ethernet, connect the ethernet to a switch and then to the PLC. I can see all the data I needed in puTTY and on irev4 using commands but I don't really know how can I put that in PLC. Thanks in advance!
↧
↧
how to control the engine speed through PLC CPU226
welcome everybody
I have a question about how to control the engine speed through PLC
By sending the frequency from the memory number (for example: VD100 = 50 , 60 , 70 or 100) on the HMI display connected to the PLC and then to the frequency inverter Responsible for determining engine speed using (RS485 or RS 232)
Recommended : RS 232
My tools:
1- Plc ( CPU 226 - 6ES7216-2AD23-0XB0 )
https://www.altonji.net/up/do.php?img=1530
--------------------------------
2- HMI
--------------------------------
3- frequency inverter ( Lenze 8200 vector )
https://www.altonji.net/up/do.php?img=1529
https://www.altonji.net/up/do.php?img=1531
-------------------------------
Please help by sending an example of my request


↧
PLC occasionally going out of Run mode?
Has anyone had an issue with Siemens plc's occasionally going out of run mode? I was doing some research and found that it could be due to a bad analog input.
Is there a way to tell which input or output is causing this fault? I know I can create a hardware diagnostics error organization block but that only correct from what I've read.
Edit:
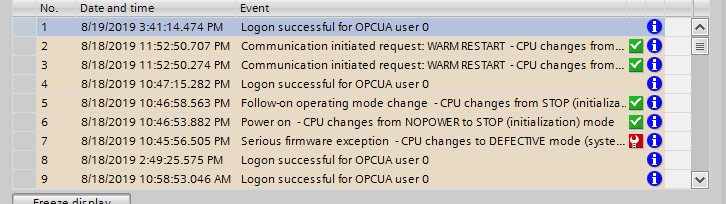
I've added a screen shot of the diagnostics report. The fault that may be the problem is: Temporary CPU error: Serious firmware exception CPU changes to DEFECTIVE mode (system reaction)
This plc / system was installed 2 year ago and we've had this problem occasionally since. I'm guessing the wrong firmware was used during the install. Will try upgrading firmware this weekend.
↧
Janitza UMG96RM RS485 Bus
Dear All.
i'm a new user for Janitza. and i have issue related to RS485 actually, not to Janitza itself.
i have one device (UMG 96RM), where there is only RS485 (2 pin only), no RS232, no USB, No Ethernet port. i'm trying simply to connect the device to the PC, via (USB to RS485) convertor, but i'm not able to do it. for me, this is the first time i'm see (RS485 2 Pins), usually there is Ground signal also.
anyway, could you please somebody help how to connect? shall i add a pull up & pull down resistors at the device?
and what is the power supply i must use?
noting that, i tried many things, but still nothing happened.
Appreciate if somebody can help
Best regards.
↧
↧
hardware failure of profibus network
hi guys
i have to two identical
Digital axis control HNC100
on profibus network to control a press machine with two stage.
hardware failure (axis control module) occurs to one of the stage .someone make a machine operate with single stage
bypass this axis control module on profibus network
my question
how to disconnect this module from profibus network without effect to plc program ?
↧
TIA V15, How to program parts produced cycle times and store in memory area
Hi guys. I am looking for some programming examples for counting cycle time of production parts and then storing them in a memory areas where the last 10 parts can be displayed on an HMI. I am using Siemens TIA Portal V15. All help will be greatly appreciated. thanks
↧
S7-1500 Analogue Output Programming
I am trying to program an analogue output on a Siemens S7-1500 unit from a 4-20ma sourced analogue input scaled over 0-250 degrees.
The analogue input will have an adjustable setting in the software for when the alarm status should occur and at this point I want the analogue alarm output to start to process at 4ma, at 5 degrees above the initial set point I want the analogue output value to be 20ma
I have no idea how to do this so any help from people is greatly appreciated and advice on which analogue output card to use would be helpful.
↧
Siemens Plc Information
I am interested in learning about the siemens plc. I am very familiar with the AB PLC's. What I would like is to learn more about the siemens for my job. Can anyone direct me to any sites that have this information for basic to advanced. Regards Michael Thomas Wolf :-8
↧
↧
Different projects in a single touch panel SIEMENS TP
Regards!
My problem is the following. I have a client that has 7 different machines with touch panels SIEMENS TP277. A touch panel for each machine. The machines are different and therefore the projects that have to be loaded from WINCC Flexible to each panel are different. That is, 7 different projects.
My client wants to have a single spare screen, not 7. Is there any way that he has a single spare physical panel and without needing WINCC Flexible can he load the same one of the 7 projects? Can not you record inside the panel and then load 1 of the 7 you need? Or via USB memory?
ZhankS!
zHANKS!
↧
Linking Printer to S7 200
What type of printers can be linked to S7 200 CPUs and if there any special requirements?
↧
s7 214
Dear All ,
I need to connect two encoder to S7 214 PLC
any one have information about
1-If it applicable to connect encoder
2-How adjust it on S/W and H/W to work good
thanks in advance
↧
TIA Portal multiuser
Hello!
I'm very new to the TIA Portal, and i need some answers about Multiuser service.
In the near future i need to program some PLC's with TIA Portal with my co worker simultaneously..
He told me that he doesnt know, how this will work, because he dont know how the multiuser server works (+ needs license maybe?).
In Step 7 we can program the PLC simultaneously, i just upload my FC to to PLC, and he works in another FC. He said that this is not the case with TIA Portal, and instead we need to exchange our projects frequently.
But is it true? I need some license for this, and do some extra work, to work together with my co.worker?
I only want to load my FC's into the PLC and my colleague load in another Fc's,DB's, etc..
Sorry for the beginner question, i never worked with TIA Portal.
↧
↧
Tia Portal Programming Help PLEASE
Hello
I am having some difficulty writing code for a specific function using Tia portal and a S7-1200.
I 10 Digital inputs and 1 analogue output set for 0-10V. When 1 DI is high I need the AQ to be at 1V, when any 2 DIs are high I need the AQ to be at 2, When any 3 DIs are high I need the AQ to be at 3V and so on....
I just can't work out the best way to do achieve this.
For a bit more info the to what the project entails the digital inputs are all coming back from DOL starters for woodworking equipment at workstations. When one of these starters is turned on a signal is sent back to the PLC DI card, this open a solenoid in extraction pipework and also increases the frequency at a VSD to extract the dust. So when more workstations are in use the higher the frequency of the VSD will be and the faster the motor will run allowing adequate extraction at all stations
↧
Need advice on TI 500-5024 servo axis controller
We have a Bulletin 1388b-AV20 servo controller working in conjunction with a TI 500-5024 servo axis controller with a servo motor hooked up. This is a common setup in our facility although we are working on upgrading and replacing with new equipment eventually need to keep these running till that day comes. So we are bench testing and familiarizing ourselves with setting them up and testing ones on the shelves using a VPU unit. The problem we are having is that we apply power to the 1388 controller and get no faults so we then use a switch to jumper the enable command on the 1388 and get our enable light and pull in the contactor in the controller, but with no voltage on the velocity command wires from the TI controller to signal the motor to run, the motor starts to hunt and just keeps rotating slowly... We read that you can eliminate this premature rotation by turning the offset pot ccw and this does work. The problem is though when we run our velocity loop test using the VPU and we need to adjust our tach scale and our offset to get both direction speeds as close to 100 percent as possible we have to turn the offset pot cw quite a ways to get the numbers to even out... Wondering how we get rid of the hunting rotation as soon as we enable without having our velocity loop test numbers 94 and 100, is there a way to solve both problems or will we have to live with one problem or the other? Any advise or input greatly appreciated, thanks!
↧
Commands Protocol
Hi all,
I would like to ask you about the name and manual of the command protocol for PLC Siemens.
I am not asking about communication protocols, I am asking about the protocol of the commands to use some features of the PLC without TIA Portal. In a similar way, OMRON is using the protocols FINS and Hostlink, or Mitsubishi is using MELSEC commands.
Thank you very much.
↧
Connecting a printer to a TOP270 HMI
Hello all,
I have a system that contains a s7 200 that communicates with TOP 270 HMI, the required data to be printed is a report chart that exists within the TOP 270.
I tried to configure a printer with the HMI, but all efforts were in vain, I tried to change the language of the printer (Epson24, Epson9, PCL,....), but I could not print out any report.
the Print function is programmed in the HMI, but it did not respond.
One of the HMIs can't define the language of the printer, the other one could not recognize the printer at all and says that the connected device needs a driver.
Is there a configuration that is needed to be done to the printer prior to connecting it to the HMI, or if I have to download a driver to the HMI?
Waiting to hear from you.
↧
↧
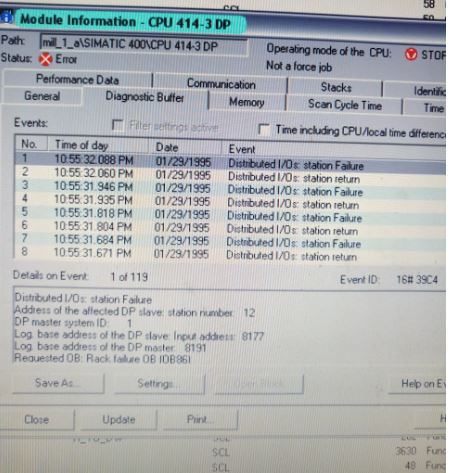
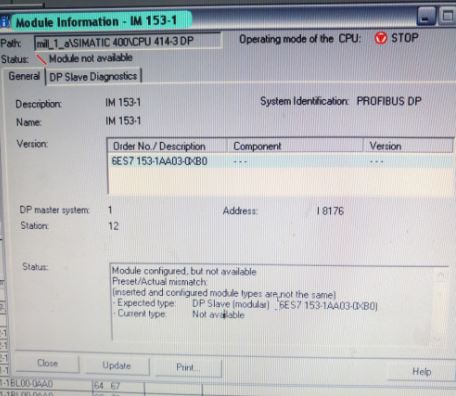
IM 153-1 Bus Fault
Hi everyone! I have a bus fault on my IM 153-1 and so with my S7-400 PLC. I alreadey replaced the IM 153-1, the bus connector and the profibus cable. It has the same address on the dip switch and the HW Config, also the part numbers configured on the HW Config is the same with the modules in the field. I have also tried to insert new IM 153-1 and configure it to the profibus network and delete the existing. Please see attached photos for the diagnostic buffer of the PLC and the module information of the IM 153-1. Any insights would be a big help. Thanks!
↧
Converting ASCII to Real to DINT
I am new at PLC programming, I have tried some ways to convert a text into DINT and I haven't found the right way yet, maybe somebody can help me. I want to convert "Hello" to DINT, for example. I tried converting it on here https://www.branah.com/ascii-converter to decimal and then using it as an input for a ROUND, FLOOR, TRUNC blocks to get a DINT, but when I get the result and use as an input in a DI_R i block the output doesn't match with the first conversion of "Hello".
Any tips on how do I get it to work, please? Thanks in advance.
↧
Programming s7 300 siemens
Hi, i can not understand plc program that marked in following image. Anyone can help whats this part of program do?

↧