Has anyone ever use a Allen Bradley 9300-ENA card with a Siemens S7-300?
↧
S7-300
↧
TI / Siemens 505 workshop 505 help
Is anyone experienced with Siemens 505 / FasTrack workshop 505? I have an old GE quick panel that has gone out and now must be replaced. Cant get the program out of it. No one has a documented copy of the PLC program, and no one has a copy of the Panel program. Have to rebuild the panel program from scratch for a new ProFace, but I need documented PLC program before I can even start that project.
I have the FasTrack workshop 505 software and the hardware key. Uploaded the PLC Logic and made an excel csv all of the address comments from the drawings for the inputs and outputs. Luckily the P&ID drawings also lists the "internal memory" addresses the inputs are mapped to. So about a 3rd of the memory bits and words are addressed, and the analog instruments reference the scaled values in the PLC program (the V addressed). Additionally I have documented all of the X and WX and WY and C bits and V word addresses that I can map directly to inputs or outputs, and documented a bunch of the analog scales in the SF section. What I can not seem to figure out is how to cross reference effectively, and how to view the data tables. Does anyone have any advise for this undertaking? I am at the point of pulling my hair out trying to figure out how to effectively cross reference. I have about 900 rungs that have NO user comments because they are all memory bits and words that are filled from operations that I have to sort out. I have done this plenty of times in S7 and Logix 500 and 5000. I am confident in my ability to understand the logic if I can figure out how to view some of these values that I know are setpoints. But since I cant tell what the data table values are and the outputs are going to memory addresses that are not commented, I can know that Compressor Cyl1 Suction Temp is the A that should be > or = to B, but not knowing what that B value is makes it so that the output of C3498 which crosses to a rung with 17 other AND components both NO and NC, I know this is all going to some sort of most likely a permissive, but permissive for WHAT?
If anyone has some tips on setting this thing up to view things more effectively, or how to display the data tables, and not have the ladder view return to network 1 every time I switch views, That would be a huge help. and how do you make the ladder networks wrap? RS Logix does this automatically, I remember in S5 having to do something with the view to make that work. But I cant figure it out with TI 505.
↧
↧
Simotion Scout
Hello All,
On the machine I have the Siemens PLC C240, the program was downloaded propably with the Scout ver 4.1.
Now I have open the project with the version 4.4. To change the some program, need I download all new converted project to the PLC C240?
Is it possible to download only one block simmilar tothe Step7 Programing Manager?
BR
Marcin
↧
Thousand Separator in WinCC(Tia Portal)
Hello everyone, I was wondering if you could help me with something i'm trying to do...in WinCC(Tia Portal V13) i have some output fields that display real numbers..what i'm trying to do is make them numbers appear with separators e.g 100.000 instead of 100000. I'm not talking about decimals but about thousand separators...i did a lot of research and the only thing i found was the use of analog display(external) which is a wincc 7.3 feature only....Do you have any idea of how could i make this happen? Any help would be greatly appreciated...Thank you very much in advance!
↧
Factory I/O 3D simulation connect to Tia Portal V13
With Factory I/O you can learn and test your program with a 3D view system
Support many automation regular machine,support digital and analog signal too
Have a look on this software
https://www.youtube.com/watch?v=BFHqIj2DWd4
↧
↧
profibus master/slave communication between s7-300 and s7-400
Hi,
I would like to establish a profibus master/slave communication between s7-300 and s7-400. but i can not configure it ???
↧
MicroLogix1400 LOGO! software
hello everyone,
someone had set up a MicroLogix 1400 controller with logic done using LOGO! software. i am new to this equipment and i badly need some help on how to connect my PC to MicroLogix 1400 and view the logic on LOGO! i dont have the right cable with me right now.
thank you,
↧
Step7 on remote server
Hi,
I was wondering if anyone have experience with Tia Portal Step7 v.14 and Step7 Classic v.5.5 located on a remote server?
We have several persons working on our PLC's. As it is they all have their own PC with Step7 + licenses.
We were thinking about moving the software environment onto a server to reduce license and maintenance costs.
Does anyone else have this setup? If yes do you have any tips or comments? Pros/cons?
I already know now that you cannot autodetect/configure new devices from a remote server as the Step7 detection protocol doesn't work through a router. We can live with that.
We need both TIA Portal and the Step7 Classic on the same server.
Thanks
↧
Intellisys Modbus COM Port to DB9 CM 1241
Dear All
Sorry for my English
I have Siemens CM1241 (picture attach) and need to communicate with Intellisys XE 90 via Modbus RTU, period.
The problem is, form XE 90 the connector is Phoenix Contact 2-Position Screw Plug Connectors MC 1,5/ 2-ST-3,81 1803578,or in other word, only 2 contacts form P9 COM1 = L1 , L2 (picture attach).
How we connect it to DB9 Female in CM1241? What signal go to what Pin? How about the Ground? Do I need Resistor?
Thanks for all your supports
Best Regards

↧
↧
TIAPortal: How to delete users during run-time?
There is a standard view called "User view" that you can drag in to your HMI project on TIAPortal.
It allows you to create new users, and edit users during run-time (i.e. from the HMI screen itself, not from your laptop).
However it is not clear if/how you can delete users during run-time. Does anyone know how to do it?
Thanks in advance!
↧
Detect value change in data block even if value is same as before
Hi,
I was wondering if it's possible to detect a changed/updated value in a data block even if the value remains the same as before.
The reason I ask is because we have a SCADA system providing a setpoint for a temperature every x minutes. The value of the setpoint can remain unchanged for hours even days.
However we still want the PLC to be able to detect wheather it's setpoint is updated every x minutes or not.
Any good solutions?
Thanks!
↧
Pcs7
Hi. everyone
I m new to use pcs software is there anyone to hepl me about this software that how i start the programmering
H
↧
Limiting on-line connections to a S7-1500 PLC
Hi,
I was wondering if there is a way to limit the number of allowed on-line connections at a time to a PLC?
Like can you somehow set in the PLC parameters that only 1 'connection' can be on-line in the device at a time?
Thanks
↧
↧
S7-400H Redundant Confogration
Dear Expert
Is necessary to have both CPU (Master & Slave) same program blocks or only master PLC should have S7-program with blocks
Best Regards
Ali
↧
Logo!8 sensor compatibility/display
Hi there,
I am brand new to the world of PLCs. I'm working on a project and we will be using the LOGO! 8. We will be monitoring a tractor's ground speed, wheel speed, (wheel slip using those two), oil pressure, tachometer, EGT, and system voltage. As I said, I'm brand new to all of these things. Any tips or advice to get started? Or things to avoid? Specifically when choosing sensors. Also, we were thinking of a tablet to display these measurements in real time. Any suggestions? I was thinking the Simatic HMI touchscreen may be a better option for compatibility. This will be on a competition tractor, though. From experience, how durable/rugged are these displays? It would mostly be subjected to dirt, vibrations, and quick jerks.
Any advice to help guide my Googling adventures would be greatly appreciated!
Thank you.
↧
Siemens Timer Help..
We're newbies to Siemens due to being a 90% Mitsubishi plant...
T130 below, we believe, is set to 0ms. Then set via 'TV' under the DB105.DBW260 address.
1. What is the 'S5TH#' infront of the 0ms
2. When we go to change the value to 300 seconds, as suggested by machine builder, it allows us a max input of 9 seconds? Anyone know why?
3. Has anyone got a quick reference/link to timers in simatic/S7 for us?
Thanks in advance.

↧
profibus packet problem
I am new in Siemens.
I want to connect the oscilloscope to the TX and RX of the profibus between PC and PLC .
That is,I can observe its wave and packet.
But , I don't know how to understand this protocol .
Is there information or paper about the Profibus protocol?
thanks.
↧
↧
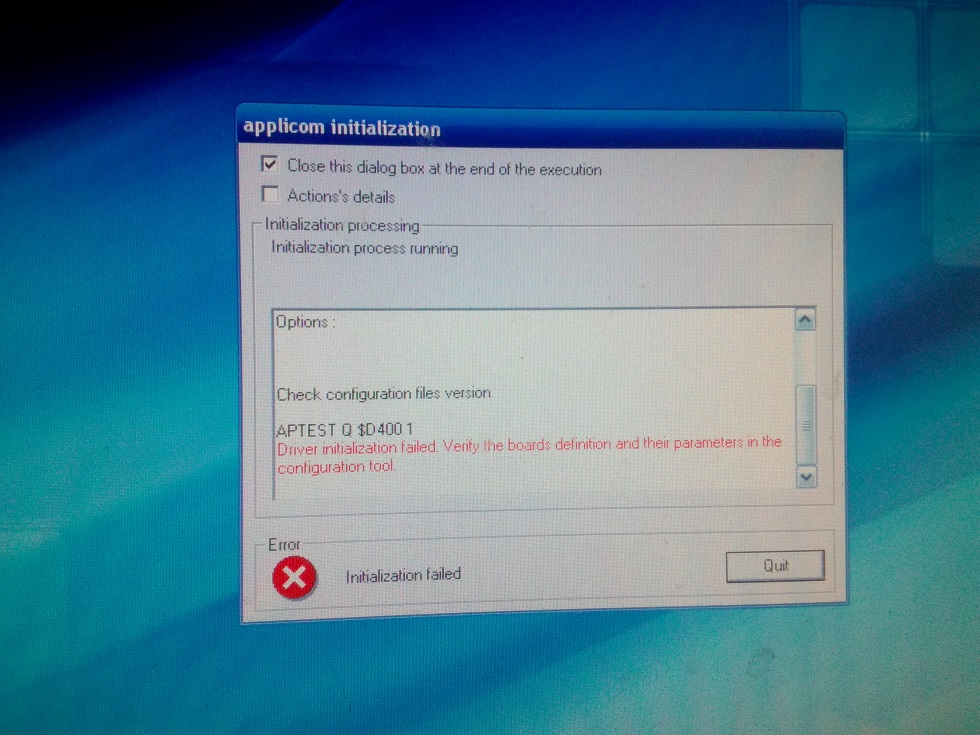
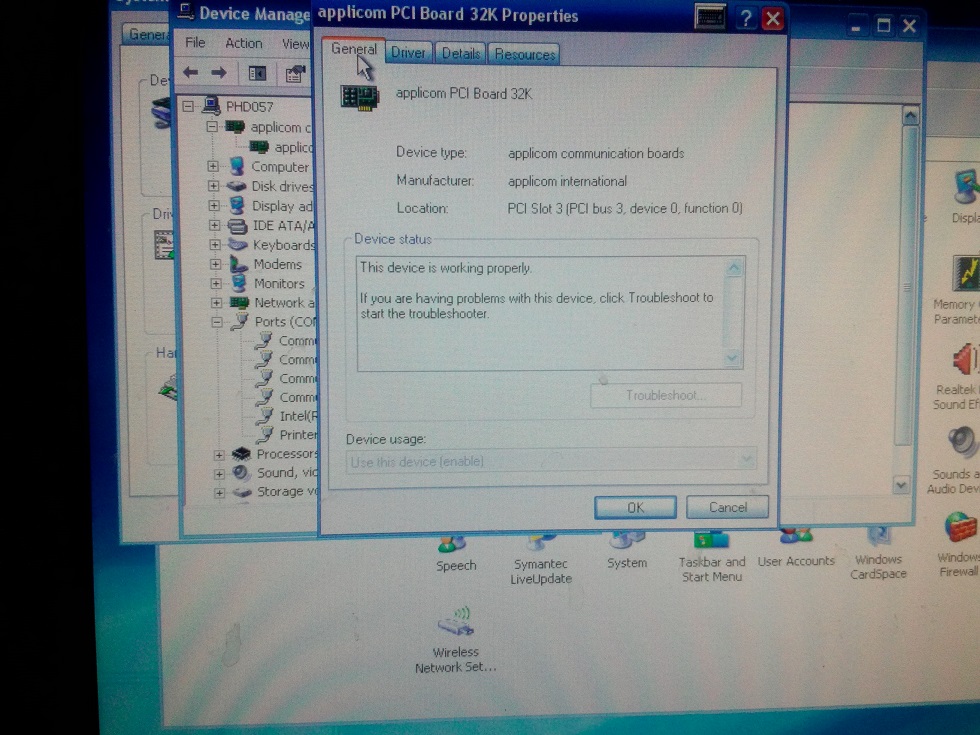
Applicom PCI board
Dears,
I've Industrial computer containing applicom PCI Board 32K which connecting to S7-300 PLC. The hard disk of the computer has fault and then I replaced it with a new one and then restored the system image of drive (C) to the new one correctly but the applicom PCI Board has lost the communication with the PLC !..
I've executed the applicom application restore correctly but when I try to initialize it, its failed to initialize !..
The attached images are showing the details..
Help me please to resume the communication with PLC !..
Waiting for kind help !...


↧
s7-226 modbus master?
it can s7-226 communicate with modbus master or only with slave? i want him to make master in inverter… I can?
↧
Problem with TIME variables
Greetings everyone,
I have one problem with my program (I am using S7 1214 DC/DC/DC). I am creating a program for measuring total time between some actions for three work shifts. Variables %MD1, %MD2 and %MD3 are used for total time. Time is measured with three TONR timers. Problem is that after the timer the variables are changing but when I monitor variables in tag table it doesn't change at all. Also, in further program these variables aren't changing. I have attached also a picture. In the main program %MD1 has a value of 32s961ms and in the tag table %MD1 has a avalue of 0ms. I can't figure it out where could be a problem.

↧